Linija za proizvodnju reljefnih metalnih kompozitnih vanjskih ploča

Kratki opis:
Linija za proizvodnju reljefnih metalnih kompozitnih vanjskih ploča je proizvodnja novog tipa ekološki prihvatljivih laganih građevinskih materijala koji su trenutno popularni u svijetu.i dekorativni zidni paneli na bazi poliuretanske pjene.Može proizvesti vatrootporne termoizolacijske ukrasne zidne ploče s čeličnom pločom na površini.poliuretan u sredini.a na dnu aluminijsku foliju ili čeličnu ploču.
Pojedinosti o proizvodu
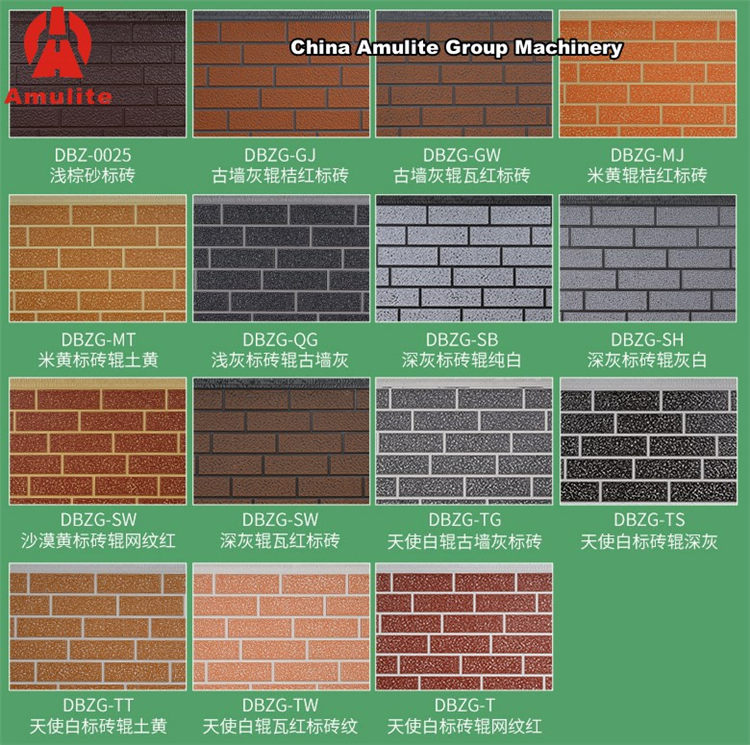
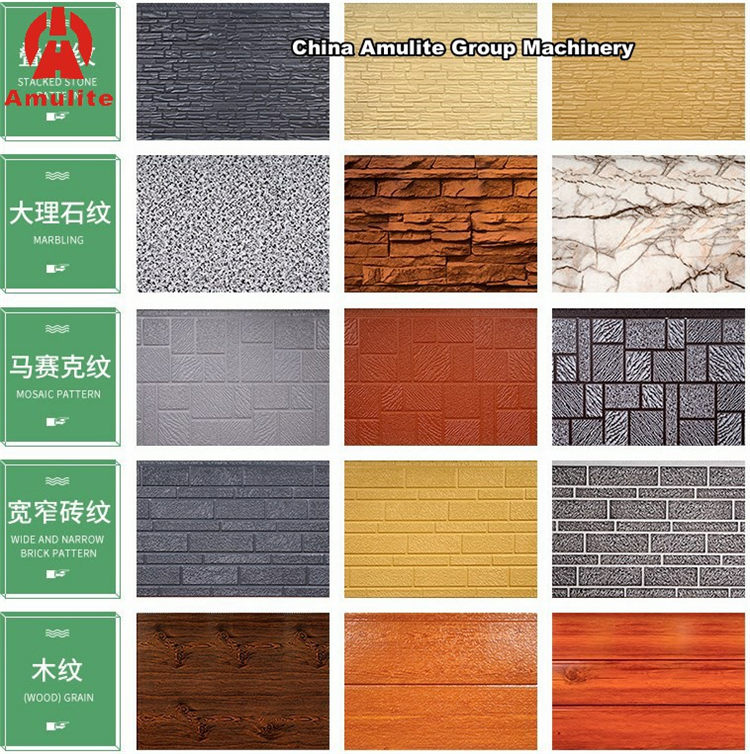
Oznake proizvoda
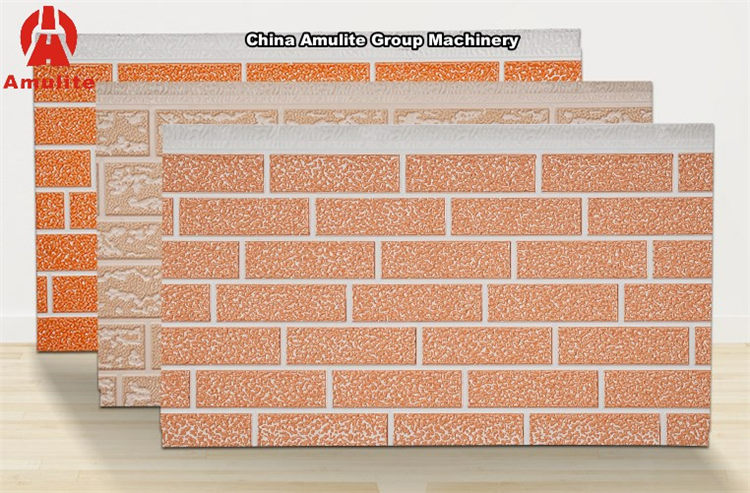
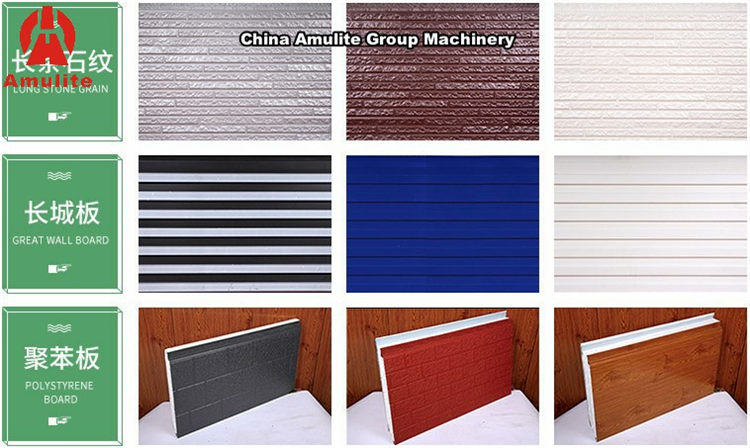
1. Uvod u zidnu ploču
Linija za proizvodnju reljefnih metalnih kompozitnih vanjskih ploča je proizvodnja novog tipa ekološki prihvatljivih laganih građevinskih materijala koji su trenutno popularni u svijetu.i dekorativni zidni paneli na bazi poliuretanske pjene.Može proizvesti vatrootporne termoizolacijske ukrasne zidne ploče s čeličnom pločom na površini.poliuretan u sredini.a na dnu aluminijska folija ili čelična ploča.Glavna područja primjene proizvoda: obnova starih zgrada.vrhunski stanovi u vili.vile.hoteli.lake čelične konstrukcije.mobilne kućice.seoske kuće.veliki trgovački centri.unutarnje i vanjske zidove tvornica.itd.

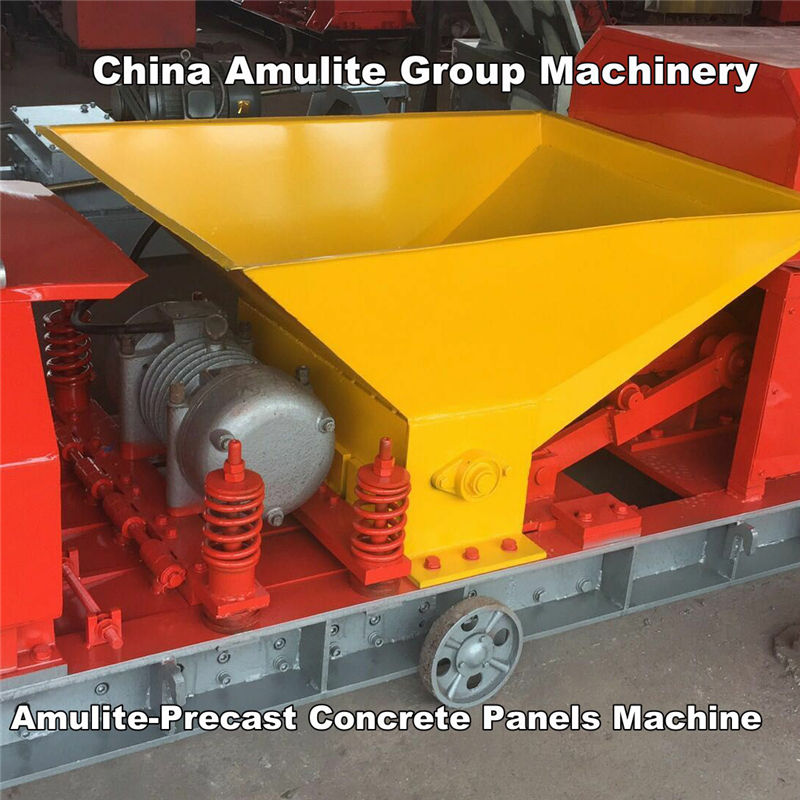
2. Sastav opreme
Linija za proizvodnju reljefnih metalnih kompozitnih vanjskih ploča Glavni odmotač→ Stroj za utiskivanje→ Stroj za niveliranje→ Stroj za bočno oblikovanje→ Platforma za grijanje→ Stroj za ubrizgavanje AB pjene→ Stroj za laminiranje aluminijske lančane ploče→ Odsječak ploče→ Bojanje→ Pakiranje itd.
3. Glavni tehnički parametri proizvodne linije reljefnih metalnih kompozitnih vanjskih ploča
Specifikacija zidne ploče: A.380×16mm B. (380-500)×(30-40)mm
Brzina proizvodnje: 4-10m/min
Duljina dvostrukog gusjeničara od aluminijske legure: 18-24 m
Ukupna snaga opreme: oko 60 Kw
Kapacitet proizvodne linije: oko 1. 000. 000 kvadratnih metara.

4. Proizvodna linija reljefnih metalnih kompozitnih vanjskih panela Predstavljanje strukture i funkcije jedinice
Ⅰ.Odmotati
Funkcija: Koristi se za odmatanje i utiskivanje čeličnih kolutova
Vrsta strukture: čelični okvir za zavarivanje.Bočni pomak se ostvaruje pomoću hidrauličkog cilindra.Spriječite odstupanje materijala zavojnice.Opuštanje usvaja pasivni tip.Imaju pneumatsku kočnicu za kontrolu napetosti.

Ⅱ.Stroj za utiskivanje
Funkcija: prema različitim obrascima zidne ploče.Dva nasuprotna metalna valjka za utiskivanje koriste se za prešanje različitih uzoraka čelika u boji.
Ⅲ.Stroj za pjenjenje:
Niskotlačni kontinuirani stroj za pjenjenje tipa BLC(R) ili PH(R/F) visokotlačni stroj za pjenjenje.Upotrijebite 1 spremnik smole (A).1个Spremnik sredstva za otvrdnjavanje (B);Dvije mjerne pumpne jedinice pokreću nezavisni motori promjenjive frekvencije.Izlazni protok mjerne pumpe kontrolira se promjenom brzine mjerne pumpe。Konačno.Komponente se miješaju prema potrebnom omjeru i ravnomjerno raspršuju između donjih čeličnih ploča ili drugih podloga.

Ⅳ.Stroj za oblikovanje
Funkcija: Oblik reljefnog čelika u boji tretiran je prirubnicom s više kotača.
Ⅴ.Laminator
Funkcija: Potpuna mrežna pjena i oblikovanje poliuretana; Jedinica lančane ploče sastoji se od pogonskog motora.Lančani kotač.Lanac od aluminijske legure.Klizna osovina i kotrljajući ležaj.Korištenje metode grijanja električne grijaće cijevi;Može brzo zagrijati stroj s dvostrukom trakom na potrebnu temperaturu za proizvodnju。Kada temperatura dosegne unaprijed postavljenu vrijednost.Električno grijanje može se uključiti ili isključiti prema stvarnoj situaciji.
Ⅵ.Stroj za piljenje fiksne duljine
Funkcija: pilite formiranu ploču prema postavljenoj veličini.
Funkcija: Baza.Trup trupa i gornji pomični okvir usvajaju strukturu za zavarivanje čelika i ploča.Povezan linearnom vodilicom.Montažna površina vodilice je gotova.Osigurajte točnost instalacije;Motor pile je instaliran na gornjem pokretnom okviru.Pokretni okvir pokreće motor s reduktorom.Bočno pomicanje; Stezni uređaj je instaliran na tijelu.Sastoji se od zračnog cilindra i bloka za prešanje; Uređaj za resetiranje sastoji se od cilindra i međuspremnika; Kada ploča dosegne zadanu duljinu.Stezni cilindar gura stezni blok prema dolje.I cilindar za resetiranje gura tijelo da se pomiče s pločom;U isto vrijeme.Motor pile je pokrenut.A motor redukcije pokreće gornji pokretni okvir da se pomiče vodoravno.Kako bi se ostvarilo poprečno rezanje ploče;Nakon što je rezanje završeno.Uređaj za stezanje je podignut.A cilindar za resetiranje tjera tijelo da se vrati na izvornu točku za resetiranje.
5. Automatska kontrola proizvodne linije reljefnih metalnih kompozitnih vanjskih ploča
Sustav automatskog upravljanja podijeljen je u četiri dijela: kontrola područja odmotavanja i utiskivanja.Kontrola područja oblikovanja i laminacije.Kontrola područja pjenjenja i kontrola područja piljenja.Ukupna snaga je oko 60 KW; Platforma za grijanje je oko 30 KW.Cijeli upravljački sustav sastoji se od programabilnog kontrolera.Testni prekidač.Delta Inverter Driver i druge komponente.Putem dodirnog zaslona Unos parametara i rad suradnje gumba.Ostvarite automatiziranu proizvodnju proizvodne linije.Njegova izvedba je pouzdana i stabilna.A operacija je jednostavna i laka.